

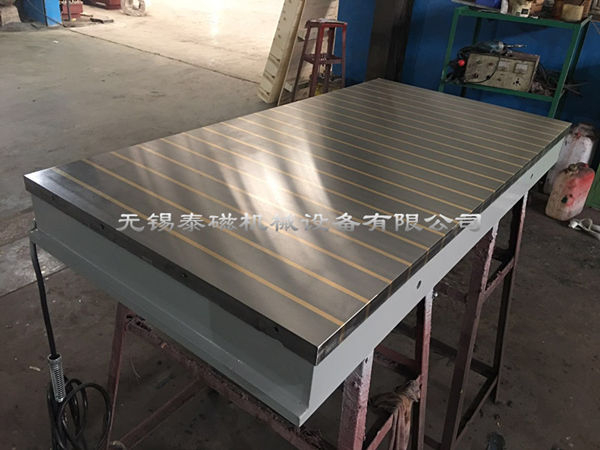


永磁吸盘的焊接包括:结构件壳体的焊接,非磁性护板与壳体的焊按(含铸钢件壳体),焊接办法均选用电弧焊焊接。高温型永磁吸盘用普通焊条即可,无特殊要求。
为确保永磁吸盘具有全体的巩固性,确保作业和设备安全,公司选用最巩固的铸钢件作为电磁铁壳体的一起,选用高标准焊接工艺,严厉掌握焊接作业每一环节。下面小编来给大家介绍下永磁吸盘的焊接工艺流程:
一、 永磁吸盘结构件壳体的焊接:
永磁吸盘结构件壳体由纸碳钢板焊接而成,具有村质密度好、加工余量少、出产周期短,合适结构简略、批量小、交货时问短的产品,但其全体性和巩固性不如铸钢件。为提高结构的全体质量,对焊接作业做以下详细规则:
1、永磁吸盘焊接前的准备作业:
(1)初加工:要点焊接的结合而(详细如上盖板与边磁极、上盖板与铁芯的结合而),有必要通过机加工、光洁度不得低于6级。直线度、平而度不得低于g级。并按图纸要求加工出焊缝坡口。
(2)永磁吸盘焊条的挑选:因为电磁铁的壳体均为低碳钢。因此,选用T42结构钢焊条就可以。
2、 永磁吸盘焊缝要求:壳体焊缝应附合GB986的规则,吊耳焊缝应不低于GB3323中H级的规则,并要在图纸顶用文字或符号注明,一起注明对焊缝质量的技术要求。
3、永磁吸盘焊接工艺要求:为确保结合而严密和避免作业变形要在图纸上注明焊接工艺要求。
二、 非磁性护板与壳体的焊接:
非磁性护板用不导磁的合金钢制成,不锈钢板的 原料与壳体的焊接属异种钢焊接可焊较差,易开裂,焊条的挑选至关重要,我厂永磁吸盘选用塑性、抗裂性好的奥氏体不锈钢焊条。别的,在冬天室温较低的状况应对焊件做予热处理,上述要求有必要在图纸中注明。

管理员
该内容暂无评论